Fraunhofer的高速激光材料沉积技术与移动机器人结合
原创 3D科学谷 3D科学谷
来自专辑ACAM为增材制造导航
激光熔覆最初是在航空和能源等某些高附加值市场中获得应用的,不过当时激光非常昂贵,并且2-3KW功率的激光器也难以获得更大的市场青睐。现在,许多事情发生了变化-激光器的价格下降了近十倍,而且大功率激光器(比如10+ kW)在工业条件下变得很方便,这进一步打开了

激光熔覆的应用市场。
EHLA超高速激光熔覆
是什么使得EHLA超高速激光熔覆如此令人兴奋?根据发明这项技术的Fraunhofer激光技术研究所,超高速激光材料沉积技术(EHLA)具有替代当前腐蚀和磨损保护方法如硬镀铬和热喷涂的潜力。
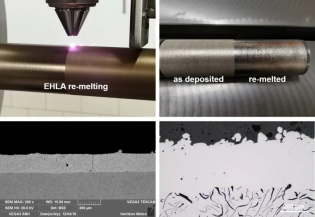
EHLA和重熔后的表面质量;欧瑞康metco15E(左侧)和新一代欧瑞康铁基合金的显微组织横截面
来源:欧瑞康
根据Fraunhofer激光研究所,EHLA工艺在效率和速度方面均优于现有的抗腐蚀和耐磨损涂层保护方法。Fraunhofer可以在短时间内使用EHLA技术在大面积的零部件上沉积十分之一毫米的薄层,并且节约资源,加工过程具有经济性。EHLA成为一种有吸引力的技术并通过市场应用推动了进一步的发展。
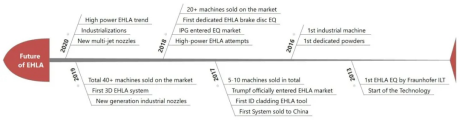
Fraunhofer ILT开发的EHLA的发展(2013年开发EHLA, 2016年第一台设备,2017年市场化5-10台设备,通快进入EHLA商业化领域,2018年市场化20多台设备,2019年市场化40多台设备,2020年开发面向产业化的多喷头高通量EHLA技术)
来源:欧瑞康
2020年,每个人都已经在谈论大功率EHLA沉积速率超过2m²/ h的加工速度。凭借EHLA工艺,Fraunhofer表示,该工艺对当前抗腐蚀和磨损保护的加工工艺具有改进作用。由于硬铬电镀消耗大量能量并且具有粘合和孔隙率的缺点,而热喷涂在所用材料方面可能相当浪费。相比之下,EHLA方法加工出来的涂层是无孔的,从而改善粘合情况并降低裂纹和孔隙的发生的可能性。除此之外,根据Fraunhofer,EHLA技术比热喷涂节约90%的材料。
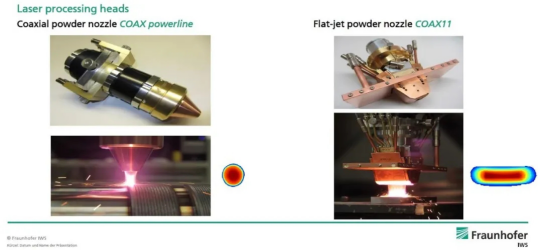
原形和方形的喷嘴
随着EHLA系统开始批量生产,TRUMPF表示还将该流程整合到其制造系统中。TRUMPF表示,它拥有许多与EHLA兼容的机器,包括TruLaser Cell 3000,TruLaser Cell 7000系列。前者可用于制造中小型零件,而后者更适合大型零件。TruLaser Cell 3000系列适用于中小型二维和三维零件的柔性切割和焊接,满足从原型制造到批量生产的需求。典型的应用领域包括医疗技术,精密工程及电子行业。TruLaser Cell 7000系列适合需要加工平面或立体部件还是管件。切割、焊接和激光金属沉积可自由切换。机床的模块化结构以及个性化适配与拓展安装方式使TruLaser Cell 7000系列适应不断变化的生产环境。
而在国内,作为弗劳恩霍夫激光技术研究所孵化的创新企业,位于天津的德国ACunity公司(亚琛联合科技)围绕EHLA技术开展了一系列的市场化拓展性研发,对核心装备进行改良与升级。ACunity于2018年4月研制成功全球首台EHLA-Grand5000超大型高速激光熔覆设备,并交付中国客户。

通快的TruLaser Cell
这里的最新发展是光斑尺寸,使用原型喷嘴,其直径可覆盖至最大12mm,沉积速度超过1.5 m / min。其背后的逻辑非常简单–更大的光斑和更高的速度由能源的力量补偿。
如今,还可以使用宽度最大为45mm的矩形几何形状的平面喷射粉末喷嘴。高通量的情况下,粉末消耗量也相应增加,可能超过300g / min。同样在这里由于激光点和衬底表面之间的相互作用的面积大,所以需要高功率激光器。
目前最新的进展在Fraunhofer ILT激光研究所的– futureAM –下一代增材制造中进行推动。根据3D科学谷的了解,目前这一技术达到了新的高度,可以提供令人难以置信的好处,总体来说一切确实令人兴奋。到目前为止,EHLA仅用于旋转对称零件。下一步是创建更加随形完成自由曲面加工的能力。为此,在亚琛已经开发了一个自由曲面加工能力的EHLA原型机,在该机中,工件以高度动态的方式运动,在EHLA粉末在喷嘴下的以五倍速重力加速进行表面加工。
金属丝激光沉积技术
德国Fraunhofer IPT工业生产技术研究所开发的金属丝激光沉积技术(wire-based laser metal deposition,LMD-W),材料利用率可达100%。基于LMD-W技术的增材制造设备采用模块化设计,可以经济高效的集成到企业的现有生产线中。其激光打印头适用于常见的激光光学系统,因此不需要复杂的定制光束引导系统。内置传感器可以检测到运行过程中出现的典型错误,因此这些错误能够在加工过程中得到分析,设备的控制系统针对错误进行补偿。
LMD-W设备采用横向送丝方式,金属丝与光轴成20度角。打印丝材包括多种钢,以及镍基和钛基合金等金属丝材。根据3D科学谷的市场了解,目前Fraunhofer IPT的此项技术已经在日本拥有技术转让用户。
混合增材制造
DMGMORI-德马吉森精机是向市场提供此类系统的先驱之一。DMG MORI的Lasertec 65 3D混合增材制造设备,该设备将激光沉积焊接与五轴铣削相结合。
在应用方面,根据3D科学谷的市场观察,舍弗勒与德马吉森精机合作通过3D打印来制造梯度合金轴承。舍弗勒选择的Lasertec 65 3D混合增材制造设备配备了两个粉末进料器,可以在激光沉积焊接过程中有针对性地控制从一种材料到另一种材料的切换。根据德马吉森精机I的说法,这可以用来制造不同材料特性之间平滑过渡的分级材料。材料的韧性和硬度可以在过度的过程中进行调节,并进行最佳的分配以适合个别应用的特定要求。
通过Lasertec 65 3D混合增材制造设备上使用这种材料渐变还可以创造激动人心的发展机遇。例如,磁性和非磁性材料可以通过渐变来组合,并且根据需要调整组件的性能。
而在混合增材制造设备方面,根据3D科学谷的市场观察,德马吉森精机目前有两种混合型增材制造设备-LASERTEC 65 3D hybrid、LASERTEC 125 3D hybrid和LASERTEC 4300 3D hybrid。LASERTEC 65 3D hybrid和LASERTEC 125 3D hybrid集成了激光沉积焊增材制造工艺与5轴加工工艺,LASERTEC 4300 3D hybrid则集成了激光沉积焊增材制造工艺与DMG MORI的车铣复合加工工艺,可进行六面车铣加工。
同轴送粉激光熔覆技术、旁轴送粉激光熔覆技术
关于同轴送粉激光熔覆技术、旁轴送粉激光熔覆技术,从事此类技术的国内外的厂家数不胜数。值得重视的是,所有的加工都需要克服工艺的稳定性与可预测性,在这方面,国内安世亚太与中科煜宸联合开发了面向金属增材制造定向能量沉积工艺的专业工艺仿真软件AMProSim-DED仿真模拟系统考虑温度相关的材料非线性属性,基于工艺文件的运动路径信息,模拟增材制造工艺的材料堆积过程,可以详细模拟零件分区、打印路径以及熔融冷却的相变过程对增材制造过程的影响,预测增材制造过程中的温度、应力和变形,优化工艺参数,从而保证3D打印质量和打印效率,避免低效的试错过程。


