摘 要:碳/碳(C/C)复合材料是可在高于 1650 ℃条件下应用的少数候选材料之一,是高技术领域重点研究材料。随着现代科技的发展,其制造效率不断提升,促进了 C/C 复合材料技术向更多应用领域的转移与辐射,使其成为新一代超高温材料的热点。本文介绍了近年来我国 C/C 复合材料在制备方法、结构、性能、抗氧化烧蚀及其产业化等方面的研究进展,指出了目前 C/C 复合材料发展所面临的主要任务。
碳/碳(C/C)复合材料是以碳纤维或石墨纤维为增 强体的碳基复合材料,其全质碳结构不仅保留了纤维 增强材料优异的力学性能和灵活的结构可设计性,还 兼具碳素材料诸多优点,如低密度、低的热膨胀系数、 高导热导电性、优异的耐热冲击、耐烧蚀及耐摩擦性等,尤为重要的是,该材料力学性能随温度升高不 降反升,使其成为航空航天、汽车、医学等领域理想 的结构材料。
20 世纪50 年代,C/C 复合材料一经问世便受到 世界科技工作者的广泛关注。伴随着现代空间技术对 运载火箭、超高声速飞行器、固体火箭发动机及其喷 管、喉衬等对材料性能的要求不断提高,美、法、 英、德、前苏联等国家相继对 C/C 复合材料进行了研 究。传统 C/C 复合材料致密化工艺,如液相浸渍技术、 等温化学气相渗透(CVI)等不断发展并趋于成熟。20 世纪 80 年代,美国橡树岭国家实验室及法国原子能委 员会分别提出的热梯度强制流动 CVI(FCVI)法及化学 液相气化渗透(CLVI)法,大幅度缩短了传统等温 CVI 工艺的制备周期,大大提升了材料的制备效率。同 时,C/C 复合材料抗氧化烧蚀技术也得到了应用,如 美国NASA将SiC/HfC 多层复合涂层应用于 X-43A高 超声速飞行器 C/C 头部前缘和水平尾翼前缘上,该飞 行器连续两次成功实现了马赫数达6.91和9.68的飞行 试验。
除了在国防军事领域取得成功应用外,C/C 复合材料在民用刹车盘方面也取得了规模化生产,全球最大碳盘生产公司有英国的BP公司、美国的Bendix、Goodrich 和 Goodyear 公司,法国的 Messier 公司以及英国的 Dunlop 公司。从现有文献报道看, 目前国外 C/C 复合材料研究主要集中在低成本制造、 特殊环境材料失效行为、微尺度性能数据库以及在线 损伤检测等方面,应用向精细化和多功能化发展,研究工作趋于细观和微观领域。
我国自20世纪70年代初开展C/C复合材料研究, 至今已 40 余年,经过众多科研人员的不懈探索,C/C 复合材料无论是在理论研究还是实际应用方面均取得 了重大突破。目前国内从事 C/C 复合材料科研及生产的主要单位有北京航天材料及工艺研究所、西安航天复合材料研究所、中南大学、西北工业大学、上海大学、华兴航空机轮公司、湖南博云新材料股份有限公司、西安超码科技有限公司等。
本文简要介绍我国 C/C 复合材料在制备、结构与性能、热防护以及产业化生产等方面的发展情况及目 前达到的水平,并展望其未来发展趋势。
1 C/C 复合材料的制备
致密化过程对于 C/C 复合材料的性能、制备周期、 生产成本等至关重要,通常利用具有良好流动性的气 态或液态前驱体充分填满预制体孔隙,经过高温或高 压等处理工艺使前驱体转化为基体碳,从而生成致密 的 C/C 复合材料。因此,C/C 复合材料致密化工艺可分为液相浸渍法和化学气相浸渗(CVI)法。
1.1 液相浸渍法研究进展
液相前驱体(沥青、树脂等)中沥青浸渍液的碳转化率较高,制备的C/C复合材料易石墨化,抗烧蚀和热震性能好。树脂浸渍液制备的C/C复合材料虽然密 度较低,但强度高,耐酸碱性强。液相浸渍技术相比CVI技术优点在于碳基体硬度高、耐腐蚀、成本低、周期短、适用于制备大型样件,缺点在于设备强度要求高、工艺复杂,需要反复浸渍、体积收缩大。
液相浸渍工艺分为低压浸渍碳化(PIC)法和高压浸渍碳化(HPIC)法。研究表明,低压时,沥青碳转化率仅为50%左右,但在100MPa 高压浸渍下,碳转化率可达90%。因此高压浸渍碳化不仅可以提升原料 的利用率,还可以提升致密化效率。高压浸渍制备周期短,但设备复杂,成本高。哈尔滨工业大学蒋文强 等采用液相浸渍与真空热压烧结相结合方法,解决了传统液相浸渍法制备周期长、弯曲性能较低等问题,其研究了原料比例以及浸渍温度对复合材料性能的影 响,最终获得了密度达到1.75g/cm3,最大弯曲强度可达383MPa的C/C复合材料。
西北工业大学开发了超高压成形工艺,该工艺利用普通压力机施压,可大幅度提高浸渍效率,获得与热等静压相近的浸渍碳化效果。目前应用最多的方法为真空压力浸渍(VPI) 法,通过抽真空使浸渍液在负压的作用下充分浸润碳纤维预制体,之后施加高温高压使前驱体碳化生成碳基体。该方法浸渍效率高,十分有利于前驱体碳化与固化。
压力浸渍法通常用于高密度耐烧蚀 C/C 复合材料,而对力学性能要求较高的C/C复合材料制备方法则首选CVI工艺。
1.2 CVI法研究进展
由于CVI法制备过程可精确控制,产品性能优异,是当前国内实验室及工业化生产中应用最早和最广的方法。但该方法制备效率低、周期长、成本高。因此在近二十年内,国内C/C复合材料研究者不断改进并开发新的CVI技术,使其成本与周期大大降低,极大满足了我国在军工及民用领域的需求。21世纪后,经过对传统等温CVI法、热梯度CVI法以及压差CVI法等工艺的改进、创新,我国开发了一系列新型CVI技术,主要有:
1.2.1 限域变温强制流动化学气相渗透(LTCVI)法
在FCVI工艺基础上,西北工业大学侯向辉等在此基础上提出LTCVI 法,通过有限区域递进控温方式改进原始热梯度加热方法,实现前驱体的强制流动,达到材料密度均匀的目的,该方法能够在80~100h内使材料密度达到1.70g/cm3。陈强等在FCVI基础上,通过增加脉冲电磁阀,周期性控制样件背压,使 FCVI 法中稳定流动的气流变为脉冲流动,增加了前驱 体在预制体中的渗透性,解决了FCVI法中由于热端 面优先沉积产生的气流阻塞现象,该方法可在100h内使C/C复合材料密度达到1.70g/cm3。
中南大学张福勤等通过改良压力梯度CVI的炉体,利用中心加热源实现热梯度与压力梯度相结合,可快速沉积C/C复合材料盘状部件,在60h内可使密度达到1.52g/cm3,该方法沉积效率较高,适用于大批量盘状构件的沉积。
1.2.2 直热式化学气相渗透(HCVI)法
沈阳金属所汤素芳等在FCVI的基础上,通过 电磁交变电场增加反应过程中气体中间产物的活性与碰撞几率,发明了HCVI方法,提升了反应速率,使 小尺寸样品仅需20h就可达到1.7g/cm3。
1.2.3 CLVI 法
CLVI法是将预制体浸渗在液烃中,通过液烃在高温下的蒸发降低预制体外侧温度,实现从内而外的温度差,使前驱体首先在内测高温区沉积然后逐渐向外侧推移,完成致密化的过程。该方法与等温CVI相比:预制体始终浸渗在前驱体中,内侧温度高、气体浓度高,缩短了浸渗与扩散的路径;反应中的温度差、气 体的循环对流减弱了扩散对反应的限制,大幅提升了沉积效率。
张晓虎等通过该方法制备小尺寸C/C复 合材料,仅需3h材料密度可达1.7 g/cm3,沉积效率 相比等温CVI提升了近百倍。2006年,西安交通大学王继平等开发了CLVI双热源加热法,该方法解决了CLVI方法预制体外侧温度较低、沉积延迟的问题,以煤油为前驱体,沉积3h后复合材料密度约为1.72 g/cm3。
1.2.4 CVI 前驱体改进法
该方法主要针对传统等温CVI中前驱体气体在预 制体外部预热解难以进入内部的问题,有效增强气体的扩散过程,达到提升材料沉积效率的目的。同时继承了ICVI工艺对样品形状要求低、设备简单、易于工业化生产的优点。
李伟等以正丁醇为前驱体,通过等温CVI法,沉积73h即获得密度为1.70 g/cm3 的C/C复合材料。任俊杰等以乙醇和甲醇的混合气体为前驱体,通过等温CVI法可在85h内获得高密度 (1.80 g/cm3 )及高织构基体的C/C复合材料。
1.2.5 多元耦合物理场CVI法
多元耦合物理场 CVI 法由中南大学谢志勇等于2006年设计,该方法通过在预制体内铺设导电发热层,使反应气体浓度场、温度场、电磁场多元耦合,从而实现快速增密。研究发现以石油液化气为前驱体,经过20h的沉积,坯体密度达到1.71g/cm3,同时可获得多种织构的热解碳基体。
1.2.6 定向气流热梯度 TG-CVI法
季根顺等通过自制感应加热装置使构件形成内高外低的温度梯度,同时控制气流由外向内流动,使前驱体气体只有在内部高温区才能分解沉积,从而实现了盘状构件的径向顺序沉积,抑制了结壳现象,提升了沉积效率。该方法十分适用于盘状C/C复合材料的制备,可在67h内使预制体密度到达1.80 g/cm3,并且沉积的热解碳全部为粗糙层。
1.2.7 3D 打印结合 CVI 法
中南大学YI等首先将刻蚀后的碳纤维与酚醛树脂混合压碎成粉末,再通过 3D打印(选择性激光烧结法)制成C/C复合材料生坯,经过180℃的固化与 1100℃的碳化后,利用CVI法进一步致密化,可获得精度高、密度高、机械性能良好的C/C复合材料零件。
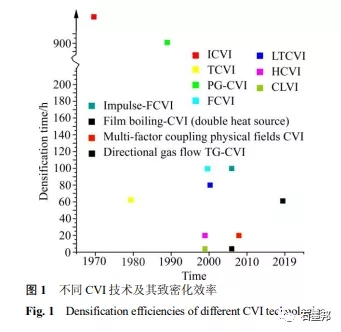
图1所示为不同CVI技术及其致密化效率图,可以看出,经过近年来的发展,致密化效率总体已得到较大幅度的提升。
2 C/C 复合材料结构及性能
C/C复合材料结构及性能研究主要集中在预制体 结构优化和基体微观组织调控方面。西安航天复合材料研究所和北京航天材料及工艺研究所在预制体结构优化方面进行了详尽且系统的研究,实现了大尺寸、高性能和特种C/C复合材料构件的成功研制。
基体组织结构调控是优化C/C复合材料性能难点所在,西安航天复合材料研究所、北京航天材料及工艺研究所、 中南大学和西北工业大学等科研院所通过多年研究, 已掌握高密度、组织结构可控C/C复合材料的制备条件,图2给出了西北工业大学制备的具有纯粗糙层、纯光滑层、和粗糙层和光滑层各占一定比例的织构照 片。目前,C/C 复合材料结构及性能研究主要涉及以下三个方面。

2.1 跨尺度增强及其性能研究
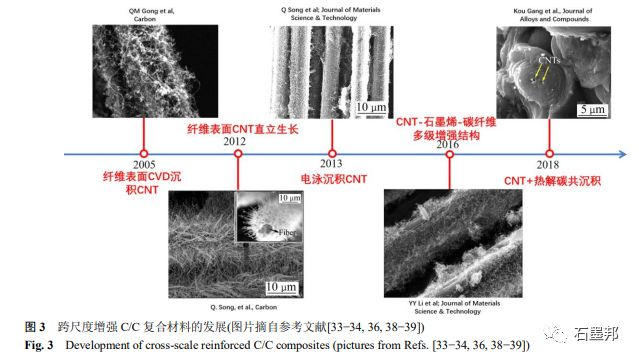
碳纤维直径为5~15μm,无法满足基体碳在亚微米尺度上的强韧化。跨尺度预制体在传统碳纤维预制体基础上加入纳米增强相,实现微−纳米尺度的连续 增强,弥补了碳纤维在亚微米尺度上无法增强碳基体的缺点。2005年,GONG等提出采用催化化学气相沉积(CCVD)方法在碳纤维预制体中生长碳纳米管 (CNT),结果发现,卷曲状CNT改善了纤维/基体界面,有效强化了基体碳材料。之后,研究者们对C/C复合材料跨尺度增强方法进行了大量优化改进,其主要发展历程如图4所示。
2.1.1 催化剂种类及其引入方式的优化
纤维表面原位生长CNT通常使用过渡金属(Fe,Co,Ni 等)作为催化剂,此类催化剂在高温下与碳互溶,造成纤维的损伤。KOU等使用Cu取代 Fe/Ni 合金作为催化剂实现了CNT在纤维表面的原位生长, 避免了催化剂对纤维表面的直接腐蚀,并实现了CNT和热解碳的一步共沉积。FENG 等采用浮动催化 CVI 的方法,避免了催化剂和纤维的直接接触,有效地减轻了纤维损伤。
2.1.2 CNT 生长形貌和均匀性调控
卷曲状 CNT 未能充分发挥一维纳米材料的强韧化效果,且容易造成C/C复合材料内部闭孔的产生,SONG等通过调整CNT生长工艺,实现了纤维表 面辐射状纳米管的生长(如图3所示)。但由于预制体结构复杂,其表面的前驱体气体浓度高于预制体内部,CNT生长的均匀性难以得到保证。ZHANG等通过梯度CVI方法,通过工艺优化,抑制了CNT在纤维预制体表面的聚集,实现了CNT的均匀生长。
2.1.3 无损构建跨尺度预制体
SONG等提出,采用电泳沉积方法,可避免原位生长CNT对纤维的损伤,实现C/C复合材料纤维和基体主导力学性能的同时提升。LI 等通过在碳纤维表面预沉积氧化石墨烯片层,构建一种碳纤维−石墨烯−CNT多级增强体,既避免了碳纤维遭受催化剂的腐蚀,同时又可利用石墨烯作为碳纤维和CNT之间 的桥梁,实现不同尺度间的有效过渡。与CNT 增强C/C复合材料相比,碳纤维−石墨烯−CNT多级增强C/C复合材料拉伸强度提高了87%。
2.1.4 结构功能一体化
跨尺度增强C/C复合材料不仅具有优异的力学性能,其功能化研究也得到了研究者的关注。LIU等发现,引入CNT后,低密度C/C复合材料在X波段 的电磁屏蔽性能从28.3dB提高到了75.2 dB。SHEN等通过优化C/C中SiC纳米线的引入量,同时提高了C/C复合材料的抗弯曲强度和电磁屏蔽效能。
2.2 复杂环境下的损伤演化
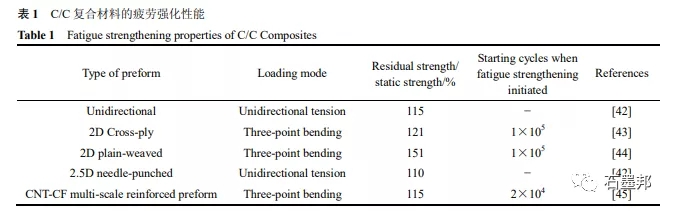
C/C复合材料应用环境复杂,系统性表征C/C复合材料在苛刻服役条件(如循环加载、颗粒冲击以及空间辐照等)下的损伤演化规律,是保证其可靠性的前提。在对C/C复合材料疲劳性能研究过程中,西北工业大学首先发现了C/C复合材料疲劳强化现象(如表1所示),研究表明,疲劳加载早期,疲劳强化出现的主要原因是循环加载对热应力的缓解和基体微裂纹产生对主裂纹的偏转作用。
模拟空间环境冷热循环和辐照也会对C/C复合材 料产生有益的影响,ZHANG等研究发现,在经历了50次−120~120 ℃热应力循环后,C/C复合材料强度提升了约26%。LIU等研究了C/C复合材料在空 间辐照环境下的结构损伤演化,结果表明,原子氧氧化显著提高了C/C复合材料的弯曲强度,而高能质子辐照则会显著降低C/C复合材料的强度。
3 碳/碳复合材料的抗氧化烧蚀技术
C/C复合材料在高于400℃的有氧环境下会发生氧化的问题严重制约了该材料的应用。常用抗氧化烧蚀方法主要有基体改性技术和涂层技术。近年来,多元基体改性抗烧蚀研究、高温长时防氧化涂层技术及一维材料改性涂层研究等方面取得了较大进展。
3.1 多元基体改性抗烧蚀技术
在抗烧蚀基体改性方面,首选被动抗烧蚀型改性剂为SiC、超高温碳化物(HfC、ZrC、TaC)和硼化物 (HfB2、ZrB2、TaB2)。这些超高温陶瓷(UHTCs)具有熔点高、抗烧蚀氧化性能优异、烧蚀过程中不易熔化、 挥发等优点,是超音速飞行(空气环境,1400℃以上)、 大气层再入(在氧原子、氮原子环境,2000 ℃以上)、 火箭发动机(化学反应气氛,3000℃以上)等极端环境可用的候选材料,多元 UHTCs 改性剂间可协同作用, 对C/C复合材料进行有效保护(如表2所示)。
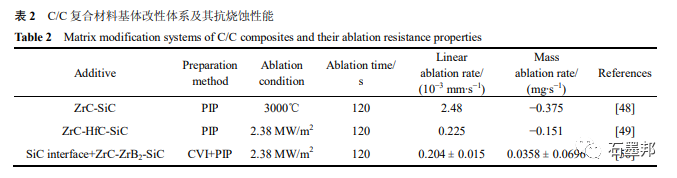

XIE 等研究发现,采用前驱体浸渍−裂解(PIP)方法制备的 C/C-ZrC-SiC 复合材料经过氧乙炔实验烧蚀后,材料表面生成的ZrO2-SiO2 复合玻璃较好地保护了内部材料。LU 等制备了不同种类、不同陶瓷含量的C/C-SiC-ZrC-HfC复合材料,结果表明,ZrO2 和 HfO2在材料表面形成了致密多边形结构,含有ZrC和HfC的复合改性剂较单相ZrC改性复合材料具有更好的抗烧蚀性能。ZHANG等制备了ZrC-ZrB2-SiC颗粒改性C/C复合材料,通过低压CVI在碳纤维/碳基体界面间沉积了SiC 层,结果发现SiC界面增强了烧蚀产物与基体之间粘附力,可明显提高改性C/C复合材料抗烧蚀性能。
3.2 高温长时防氧化涂层技术
与基体改性方法相比,涂层技术可实现更高、更宽温度范围的热防护。ZHOU 等[51]采用浆体法和包埋法在C/C复合材料表面制备了ZrB2-SiC-Ta4HfC5/ Ta4HfC5双层抗氧化涂层。结果表明,涂层氧化后生成含有ZrO2、SiO2、ZrSiO4、Ta2O5 和 HfO2颗粒的致密、连续的硅酸盐玻璃层,可以明显降低氧扩散速率,并减小氧化过程中裂纹尺寸。
任宣儒等采用原位反应法制备了 ZrxTa1−xB2-SiC/SiC涂层,高温氧化时涂层表面生成了Zr-Ta-Si-O复相玻璃,Ta-Si-O/SiO2 双层玻璃 层对裂纹传播起到一定限制作用,提高了涂层和玻璃层的稳定性;由 ZrO2 和 ZrSiO4 等相组成的“镶嵌结构”,起到钉扎效应,减少了氧气向C/C基体的渗透及氧化腐蚀,该涂层体系在1500℃空气介质中有效保护C/C 复合材料1412h(如表3所示)。
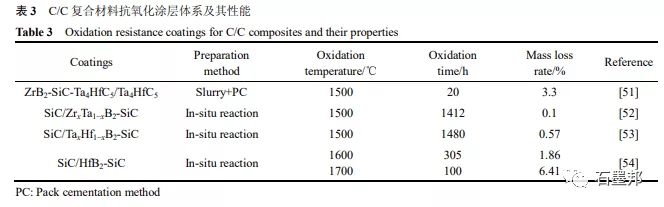
他们采用同样的方法制备了TaxHf1−xB2-SiC复相涂层[53],结果发现氧化后生成的Hf-Ta-Si-O复相玻璃兼具Ta-Si-O玻璃和Hf-Si-O玻璃的优异特性,涂层在1500℃静态空气中保护C/C复合材料1480h后,材料失重率仅为 0.57%。
WANG等采用原位合成法制备了梯度HfB2改性SiC涂层,梯度涂层结构缓解了涂层与C/C复 合材料基体之间因热膨胀系数不匹配而产生的应力集中,高温下铪硅氧玻璃层有助于材料在1600℃、1700℃条件下的长时热防护。上述涂层体系及其抗 氧化性能如表3所示。
综上所述,UHTCs与硅系材 料结合是C/C复合材料高温长时防氧化涂层的主要候选材料,结构及界面的有效调控可进一步提高涂层使用寿命。
3.3 一维材料增韧涂层技术
由于陶瓷涂层脆性大以及与C/C复合材料之间热膨胀系数不匹配等问题易造成涂层的开裂和剥落,为解决该问题,西北工业大学提出一维材料增韧陶瓷涂层思路,采用CVD、原位合成、包埋浸渗等方法,成功将不同形貌纳米线引入C/C复合材料陶瓷涂层(如表4所示)。

CHU等采用CVD和包埋法制备了SiC纳米线增韧 SiC/CrSi2-SiC-Si 涂层,结果表明,SiC纳米线 与其周围涂层颗粒形成较好的机械连锁铆钉结构,明 显提高了涂层韧性,涂层在1500℃条件下可使用316h,抗氧化性能较未增韧涂层明显提高。
LI 等采用 CVD和包埋法在覆盖有SiC-Si 涂层的C/C复合材料表面制备了竹节状SiC纳米线增韧Si-Cr涂层,大大提高了涂层的界面结合强度。ZHANG等[57]采用CVD和包埋法制备了HfC纳米线增韧SiC涂层,研究发现, HfC纳米线可有效地减小涂层中微裂纹尺寸,避免了贯穿性裂纹的形成,而HfC纳米线的桥连和拔出等增韧机制有效提高了涂层的力学性能和抗氧化性能。
4 我国 C/C 复合材料的产业化
C/C复合材料产业化最成功的典型代表是C/C复合材料航空制动盘。华兴航空机轮公司、兰州炭素厂等单位是国内较早开展相关工作的单位。20世纪90年代以来,国内碳制动盘取得长足发展,我国军机陆续换装碳制动盘。
2004年中南大学黄伯云院士及团队完成的C/C飞机制动盘项目首次成功应用于南方航空公司的 A320飞机,获得国家技术发明一等奖。2005年2月西安超码科技有限公司研制的B757−200型制动盘在上海航空股份有限公司的B757−200型飞机上使用,并成为国航西南公司、上海航空股份有限公司(前)的唯一指定制动盘供应商。
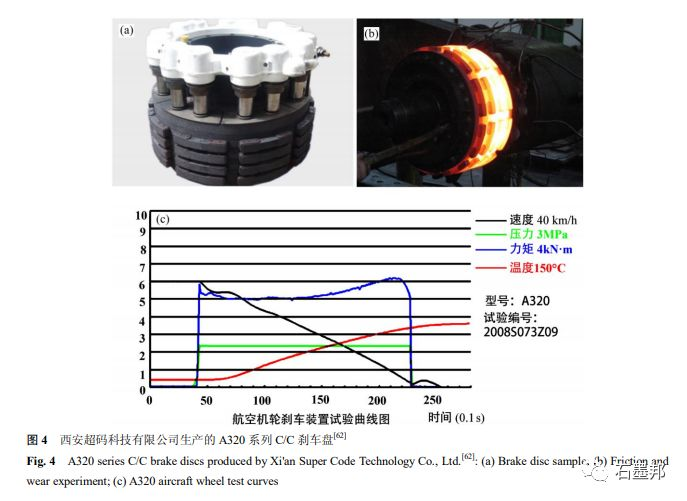
我国碳制动盘市场需求量在不断上升,1995年统计需要的C/C飞机制动盘价值2.2亿元,2000年需要的 C/C 飞机制动盘总价值超过5亿人民币,估计到2025 年,我国飞机碳制动盘的市场容量将超过45亿元,具有广阔的发展前景。图 4为西安超码科技有限公司生产的A320系列C/C刹车盘。
国内C/C复合材料产业化最早、目前在国防上应 用及产业化程度最高的属固体火箭发动机用C/C复合材料喷管喉衬。1984年西安航天复合材料研究所研制的C/C复合材料喉衬材料成功参与我国第一颗通讯卫星的发射,填补了C/C复合材料在国内喉衬领域应用的空白,之后,西安航天复合材料研究所成为我国较大的固体火箭发动机壳体、喷管的研发生产基地。
上海大学研制的各类C/C复合材料喉衬,在长征二号捆绑式火箭发动机、铱星、亚星二号以及艾克斯达一号卫星发射中用于近地点发动机均获圆满成功 。
西北工业大学实现了高性能CVI沉积C/C复合材料喉衬的制备和批量生产,研发了10余种型号的喉 衬产品,成功应用于兵器、航天等领域。
在航天热防护材料及航空发动机热结构部件方面,北京航天材料及工艺研究所、西安航天复合材料研究所、中南大学、西北工业大学等单位均具备生产C/C复合材料大型复杂构件的能力。西北工业大学研制的C/C前缘模拟件,在气流总焓为 2650 kJ/kg、气流速度为 2040 m/s的高超声速电弧等离子风洞中经历三次700s 循环考核(累计时间2100 s)后线烧蚀率仅为 8.1×10−5 mm/s;研制的带涂层喷管试件在1600 ℃燃气风洞冲刷环境下抗氧化时间超过300h,可满足多方面的应用需求。
在民用领域,国内较为成熟的是C/C复合材料在太阳能领域作为单晶硅炉、多晶硅铸锭炉及氢化炉热 场材料使用。西安超码科技有限公司、湖南南方博云新材料有限责任公司等单位在硅晶体生长炉C/C热场方面具备一定的产业化规模,如图 5 所示。湖南博云新材料有限责任公司的产品已应用于氢化炉热场、直拉单晶热场、多晶硅铸锭热场、太阳炉电池镀膜等领域。西安超码科技有限公司研制的热场坩埚最常使用寿命可达150炉次,已具备年产坩埚3000件的产能, 如图 5(d)所示。

在生物医学领域,由于C/C复合材料具有与人工骨相近的弹性模量及生物相容性,具有广阔的应用前景[66]。最早临床用碳质人工骨由吉林碳素厂研究所提供,碳质人工骨包括:碳质股骨头、股骨上下端、桡骨上下端、下颌骨、颅骨、肋骨等十余个品种。山东大学研究发现:C/C复合材料有利于促进骨组织的生成,并且在C/C表面制备CaP涂层效果更佳显著。
由于未经处理C/C复合材料为生物惰性材料,为使其具有一定的生物活性,必须对其进行表面处理。西北工业大学进行了系列羟基磷灰石(HA)涂层研究,很好地解决了 C/C 复合材料的生物惰性问题。
在工业领域,C/C复合材料可作为柴油机活塞及连杆材料使用,C/C复合材料柴油机部件可使其使用 温度由原来的300℃提高至1100℃,同时其密度低, 减少了能量的损失,热机效率可达48%;由于C/C复合材料热膨胀系数较低,在有效温度内可不使用密封环等材料,简化了构件结构。
5 我国 C/C 复合材料研制与发展面临的主要任务
5.1 降低成本
C/C 复合材料有“黑色黄金”之称,采用CVI工艺制备的C/C复合材料(密度>1.75 g/cm3 )成本高达3~4万元/kg。其高昂价格主要来自两方面原因:一是 碳纤维预制体价格高;二是生产周期长。在碳纤维预制体方面,高强高模碳纤维主要依赖进口,国际上碳纤维份额大部分被日本掌控,对于我国碳纤维相关产业的发展产生了较大的阻碍。降低原丝成本、提高碳纤维质量以及开发不同需求的产品是我国碳纤维行业面临的主要挑战。
在C/C复合材料生产方面,传统CVI法制备C/C复合材料需要1000~2000h的致密化时间,且表面结壳严重,需要多次高温处理及表层去壳处理。虽然开发出多种新型CVI制备工艺,可明显缩短致密化时间,但存在工艺适应性不强、复杂形状难成型和大批量生产等问题,因此,进一步 提高CVI工艺致密化效率、推动高效致密化工艺的工程化应用是关键。
5.2 提高抗氧化烧蚀性能
现代高技术武器装备的发展对C/C复合材料高温性能提出了很高的要求,如面向航空发动机热结构部件及高超声速飞行器热防护部件的抗氧化抗烧蚀C/C复合材料的研制,需要在>1600 ℃热力氧耦合条件下长时间稳定服役,此方面很多关键技术仍需要攻关。尽管国内在基体改性及防护涂层研究方面取得了突出成果,但还需解决大尺寸异型复杂构件表面涂层均匀性及稳定性、全温域防氧化等问题,涂层在不同服役环境下的适应性及其修复也是C/C复合材料抗氧化研究面临的挑战。
5.3 提高性能稳定性
影响C/C复合材料制备的因素很多,碳纤维规格、预制体结构、CVI设备尺寸、致密化温度、压力、气体流量、气体停留时间、气流的分布和走向、热传质方式、冷却温度及速率、气体初始温度等均会对材料微观结构及性能产生影响。另外,在批量生产中,产品形状和批次的不同,对应的工艺参数和工装夹具也不同,这些影响因素若控制不当或控制不够精确,都会使C/C复合材料性能产生很大的分散性,导致材料在服役过程中性能的不稳定。
因此,需要从密度均匀性、基体织构调控、界面结构控制、工艺规范化等方面入手,针对C/C复合材料构件形状及性能的要求,在预制体质量、热处理工艺、致密化工艺、模具设计、石墨化、基体改性及热防护涂层等方面制定严格的工艺规范,优化制备方法,确保在同一工艺条件下不同时间、不同批次生产制品的组织结构均匀和性能的稳定。
5.4 性能检测标准、评价体系与相关数据库的建立
目前我国C/C复合材料的制造单位主要采用企业标准进行材料性能的检测,其中部分检测标准源自陶瓷材料或树脂基复合材料的国家标准或美国、欧洲标准,由于不同材料本质特性的不同,测试标准和评价体系存在差异。另外,不同单位采用的测试标准也不一致,造成C/C复合材料性能数据无法横向比较和共享。尤其对于航空发动机热结构材料、航天热防护材料、新型武器装备热结构件用C/C复合材料,相关数据库的建立至关重要。建立普适的、统一的测试标准、评价体系和相关数据库,是C/C复合材料产业化发展亟待突破的另一个关键问题。
来源:中国有色金属学报 作者:李贺军 史小红 沈庆凉 程春玉 田新发 闫宁宁


